
您需要成为会员才能继续使用
MCCR多模式全连续铸轧一体化技术集成与创新
2024年07月25日
一、研究的背景与问题
《国家产业技术政策》、《关于促进钢铁工业高质量发展的指导意见》提出推进以近终形制造技术为代表的工艺流程优化,实现薄规格、高强钢的低碳、高效生产。薄板坯连铸连轧将铸造、加热、轧制等工序融为一体,工序简约、生产高效。30多年间,经历三代发展,形成了CSP、FTSR、ISP、ESP等多种技术形式。
2015年首钢响应“京津冀协同发展”战略要求,开始谋划建设京唐二期工程,规划新建一条薄板坯连铸连轧产线,与已有的4条常规热连轧产线形成优势互补,新产线产品定位生产“薄规格+高强”热轧带钢,同时要能够适应“多品种、多规格”灵活生产的要求。当时已有的技术受产线布局等因素限制也存在一些问题:①生产灵活性不足,带钢宽度不能适应市场需求灵活调整;②连铸头尾坯不能轧制成卷、连铸连浇过程不能更换轧辊,影响综合成材率;③粗轧前没有除鳞装置,易产生氧化铁皮压入缺陷;④铸坯边角部温度低,裂纹敏感性钢种易产生边部缺陷;⑤采用“纵磁”感应加热技术,带钢不同程度存在“三明治”组织缺陷。
二、解决问题的思路与技术方案
1、项目整体思路
针对已有薄板坯无头轧制技术生产灵活性差,难以满足市场需求等问题,基于对各工艺段功能进行了充分的解析、集成、重构,结合对生产线的目标定位,首钢决定通过整合国际、国内优势资源,采用自主创新与集成创新相结合方式,开发全新布局薄板坯全连续铸轧一体化的流程体系,即多模式全连续铸轧生产线(MCCR:the Multi-mode Continuous Casting & Rolling plant),以实现高钢通量条件下多品种多规格灵活生产,产品质量更优良。项目研究思路如下:
(1)以生产高强薄规格带钢为目标的产线,必须采用无头轧制技术,且能够灵活的进行宽度调整。开发多模式温度控制与轧制控制技术,解决不同模式下温度控制问题及其导致的压下策略变化问题;开发无头轧制模式下铸坯在线调宽、铸轧协同的宽度控制策略,解决带钢宽度灵活调整的难题。
(2)无头轧制模式下连铸必须实现高拉速、高钢通量;高钢通量结晶器流场流速高,液位波动大,保护渣耗量降低,易造成铸坯缺陷发生率升高。开发支撑连铸高拉速的系列技术、铸坯表面缺陷控制、长寿命结晶器铜板等关键技术。
(3)为满足高拉速连铸要求,需解决冶炼工序稳定深脱硫与短周期快节奏矛盾,要开发防增硅高效深脱硫生产工艺。开发VD真空脱碳与脱气精准控制技术,实现超洁净钢高效低成本冶炼。
(4)开发针对多模式轧制的辊形配置与板形控制模型、表面氧化铁皮控制技术、性能一致性控制技术,解决多模式长辊期轧制条件下高质量带钢生产难题。
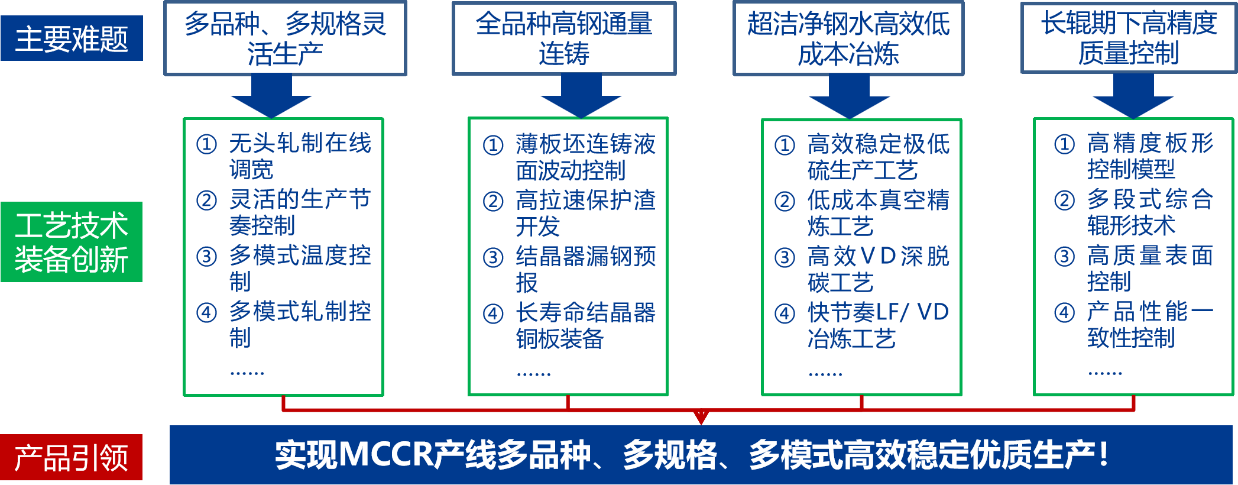
图1 项目整体研究思路
2、技术方案
经过充分的研究论证,项目团队创新性的提出了MCCR多模式薄板坯全连续铸轧一体化产线集成方案(见图2),与ESP等产线相比具有以下显著特点:(1)薄板坯连铸机采用更厚(110/130mm)铸坯、更长的冶金长度(26.5m),配合系列创新技术,在保证高拉速的基础上,可获得更高的钢通量;(2)在铸机与轧机之间增设79.2m长的多功能隧道式均热炉;(3)采用三点除鳞,避免带钢表面氧化铁皮残留缺陷;(4)采用“横磁”感应加热技术,避免带钢产生“三明治”组织缺陷;(5)采用加强型层流冷却,更有利于生产高强钢;(6)只用两台地下卷取机即可满足产线多模式生产要求。主要研发技术内容如下:
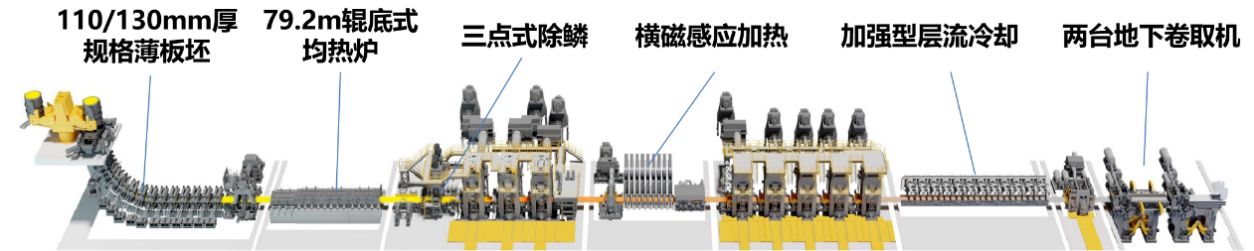
图2多模式全连续铸轧生产线(MCCR)示意图
(1)灵活多模式薄板坯全连续铸轧一体化技术
通过多功能隧道式均热炉的缓冲作用,实现单坯、半无头、全无头三种轧制模式的灵活切换,可以使连铸头尾坯轧制成卷;可在连浇期间实现轧机在线换辊,单浇次可组织双辊期甚至多辊期生产,实现连铸长周期连浇,提高综合成材率;板坯经隧道炉均热,温度均匀性明显提升,长宽厚各向温差≤±10℃,有利于提高带钢边部质量,对于生产Nb、V、Ti微合金化的高强钢尤为重要。
开发了多模式轧制控温控轧技术。实现了多模式下带钢温度的高精度控制与轧制模式的灵活切换。
开发了灵活的多宽度生产技术。创新性提出“铸机在线调宽+立辊宽度粗调+活套宽度精调”的多宽度控制策略。通过在线调宽,实现一个浇次生产两个及以上宽度产品,调宽量达80mm,调宽拉速4.7m/min。产线产品覆盖900~1600mm宽度。
(2)高拉速高钢通量薄板坯连铸控制技术
为满足全无头生产需求,薄板坯铸机必须实现高钢通量。首次提出“钢通量指数”概念,用来表征薄板坯全连续铸轧一体化工艺技术水平。实践证明:要实现高效、经济、优质的全连续铸轧一体化生产,钢通量指数应大于500。可以通过增加铸坯厚度、拉速来提高钢通量指数。
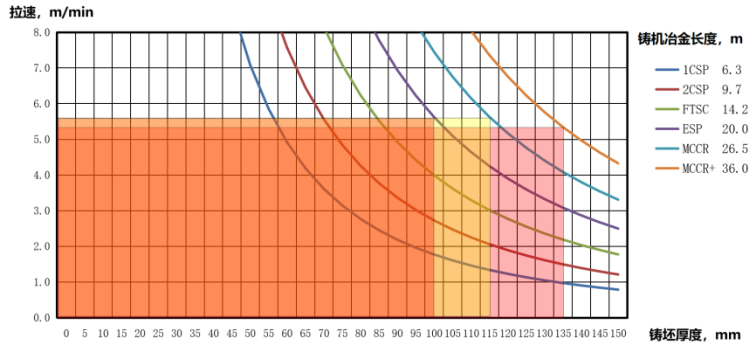
图3 钢通量指数(阴影面积)与铸坯厚度、拉坯速度的关系
开发了薄板坯连铸结晶器流场控制技术。优化“笑脸”形电磁制动铁芯布置,增加水口出口处的电磁制动力;主导设计“小辊径、变辊间距”辊列,可有效避免动态鼓肚引起的结晶器液面波动;开发国产五孔岛式结构水口,实现了所有铸坯断面的全覆盖,结晶器±3mm液位波动合格率提升至99.8%。
开发出国产高润滑控热保护渣,解决了铜板使用后期热流密度高且不均匀,易产生“冷齿”或裂纹缺陷的问题。基于“动态逻辑判断法”自主开发高精度结晶器专家系统,漏钢预报报警时机提前约2s。2023年以来漏钢及粘结预报准确率达到100%,连续无漏钢生产达到166万吨。
开发“L”型水槽变截面冷却技术,通过对弯月面位置水槽结构进行优化,提升了冷却强度,优化后弯月面铜板温度降低了20-30℃,有效缓解铜板表面裂纹发生,下线铜板表面良好。采用激光3D打印,将抗高温热应力裂纹材料熔覆在结晶器铜板表面,得到具有抗高温热应力裂纹合金材料层的结晶器铜板,单块铜板修复次数从5次增加到10次,全寿命周期过钢量从13.2万吨增加到30万吨以上。
为了解决难浇钢种拉速受限,钢通量低的问题,充分发挥冶金长度优势,开发多种规格辊缝调节技术,低拉速(≤5.0m/min)难浇钢种采用厚铸坯,也可实现高钢通量。
(3)LF/VD-MCCR的低成本快节奏超洁净钢冶炼工艺路线
首创了VD配薄板坯连铸的工艺路线。连铸要实现高拉速、高钢通量,要求所有钢种[S]≤0.002%,[C]要避开包晶区和亚包晶区,对[H]等有害元素也有较高要求。高表面质量的低碳钢种还要求[Si]≤0.03%,以减少铁橄榄石的生成,降低氧化铁皮去除难度,开发了防增硅高效深脱硫渣系及相关工艺控制技术,实现了全量钢水超低硫控制,月平均[S]含量稳定在12ppm左右,低碳超低碳品种平均[Si]含量0.026%。开发了VD高效脱碳轻处理和深脱碳工艺技术,低碳产品平均[C]含量控制在0.014%,最低达到6.5ppm。突破了VD周期长、不能匹配连铸快节奏的限制,开发了高效快节奏精炼工艺。LF+VD双联工艺供钢周期缩短至29分钟。同时做到了低成本,比首钢同吨位RH工艺成本低13.5元。
(4)长辊期下薄宽带钢质量动态精准耦合调控技术
开发了高精度板形控制技术。将8机架粗/精轧统筹考虑,针对不同机架轧制工况和板形控制特性,提出兼顾辊期延长和板形质量的辊形配置策略,并匹配开发多模式轧制条件下工作辊窜辊策略。基于粗精轧负荷分配优化控制,开发中间坯与成品凸度双目标控制技术,实现全机架负荷与凸度分配协同控制,最大辊期长度达到264km,全量产品成品凸度(±20μm)命中率98.5%,无头轧制凸度命中率99.6%。
开发了宽度高精度控制技术。突破传统“套量优先”理念,提出“粗轧套量优先,精轧张力优先”的控制策略。开发活套变目标角度宽度控制、FET宽度补偿、宽度反馈等控制技术,宽度命中率由85.6%提高到99.4%。
开发了高表面质量控制技术。基于三点除鳞,开发高拉速连铸、均热及带钢轧制等过程氧化控制策略。提出以C/Si为基础的带钢表面铁皮粉化起泡控制思路,形成基于感应加热条件下不同钢种的高效除鳞技术,氧化铁皮缺陷发生率≤0.2%,产品表面质量与常规热连轧相当,酸洗平整后产品达到冷轧FB级表面质量水平。
开发了产品性能一致性控制技术。研究了感应加热、终轧和卷取温度对带钢力学性能影响,明确控制性能一致性最佳温度窗口。改进感应加热器边部聚磁环、磁轭等结构;调整控制思路、优化控制参数,1500mm规格横向温差由35℃减至18℃。开发层冷保温设备与高精度卷取温度控制技术,CT温度波动≤10℃。全无头模式下,同规格GPa级高强薄规格带钢强度波动≤±30MPa。
三、主要创新性成果
首钢整合国际、国内优势资源,采用自主创新与集成创新方式,全球首创的第三代薄板坯连铸连轧技术(MCCR),解决了薄规格热轧带钢多品种多规格灵活稳定生产、高效低成本冶炼超洁净钢、薄板坯连铸高拉速高钢通量、长辊期板形控制、表面质量及性能一致性等诸多难题。主要创新点如下:
首创单坯/半无头/全无头轧制多模式薄板坯全连续铸轧一体化技术。首次在无头轧制产线集成多功能隧道式加热炉,开发了无头轧制模式下在线调宽、多模式控轧控温策略等关键技术,实现多品种、多宽度、单浇次多辊期、多种轧制模式的灵活生产,钢水至钢卷综合成材率达到98.7%,无头轧制在线调宽量达到80mm,无头轧制比例96%以上。
2、首次提出钢通量指数概念,建立了高拉速高钢通量薄板坯连铸控制技术体系。主导设计了“小辊径、变辊间距”辊列与“L”型强冷却结晶器,开发了五孔岛式结构浸入式水口、结晶器流场精准控制、高润滑控热保护渣、激光3D打印结晶器修复等关键技术,实现了110mm铸坯最高拉速6.0m/min,钢通量指数达到660mm*m/min,结晶器液位波动≤±3mm命中率99.8%。
3、首创“KR-BOF-VD-LF-MCCR”和“KR-BOF-LF-(VD)-MCCR”工艺路线。开发出VD精准脱碳、防增硅高硫容量渣系及高效深脱硫等关键技术,实现≤0.03%低硅、≤0.0020%超低硫、≤0.01%超低碳系列钢种及T[O]≤0.001%超洁净钢高效稳定生产,LF-VD双联精炼供钢周期低至29分钟,满足高钢通量连铸长周期连浇要求。
4、首次提出长辊期下薄宽带钢质量动态精准耦合调控策略。开发出无头轧制模式粗精轧凸度双闭环、活套宽度控制、高表面质量与性能均质化控制等关键技术,实现无头轧制板带凸度命中率99.6%,宽度命中率99.4%,单辊期轧制里程达到264km,实现700~1500MPa高强钢稳定生产,GPa级薄规格高强钢同规格性能波动≤±30MPa。
项目获授权发明专利34项,申报团体标准2项,企业技术秘密11项,论文17篇。中国金属学会对项目组织成果评价,评价委员会一致认为项目成果总体达到国际领先水平。
四、应用情况与效果
首钢通过自主创新与集成创新完成的MCCR多模式全连续铸轧一体化产线,于2019年4月成功下线第一卷带钢,2021年5月实现18.88万吨的全面月达产,实现长周期稳定生产,月均全线非计划停机次数降至2次,最长实现连续58天无故障停机,单浇次最高连浇29炉、1006分钟、产合格带卷6291吨,钢水至钢卷综合成材率达到98.7%,无头轧制比例达到96%,最薄规格突破至0.75mm,实现单浇次0.8mm薄规格千吨级稳定生产。
产品涵盖薄规格热轧板卷、热轧酸洗板、热基镀锌板等大类,广泛应用于汽车、家电、建筑、物流等各个行业。其中,薄规格SPA-H产品在中集、新华昌等企业广泛应用,700~1500MPa级薄规格高强钢产品在商用车领域得到广泛应用,其中1.1mmGPa级热轧薄规格超高强钢等5项产品实现行业内独家供货。近三年累积生产高质量薄宽规格热宽带钢536.1万吨,销售收入175.3亿元,利润4.75亿元,实现流程降碳59.47万吨,为钢铁流程低碳化、绿色化发展做出重要贡献。
MCCR产线首次应用的增厚铸坯的高拉速高钢通量连铸、无头轧制在线调宽、横磁感应加热、多点式除鳞等技术,引领了薄板坯连铸连轧技术的发展方向,在近几年新建的无头轧制产线中得到推广应用,促进了薄板坯铸轧一体化技术的多元化发展。
信息来源:首钢京唐钢铁联合有限责任公司
ICP备案号:京ICP备17050991号-5
增值电信业务经营许可证:京B2-20240114
 京公网安备 11010802042500号
京公网安备 11010802042500号
 关注有科有数
关注有科有数微信公众号